Pourquoi les défauts passent encore malgré les contrôles manuels
Sur une ligne cadencée, la variabilité visuelle des pièces, la fatigue opérateur et l'absence d'historique centralisé créent un angle mort qualité. Les anomalies récurrentes ne sont pas toujours détectées à temps et les actions correctives arrivent trop tard.
1. Clarifier le défaut critique à détecter
La première étape consiste à formaliser les défauts réellement pénalisants : impact client, fréquence, coût de non-qualité, criticité process. Cette priorisation évite de surcharger le système avec des cas peu utiles.
2. Standardiser les conditions de capture
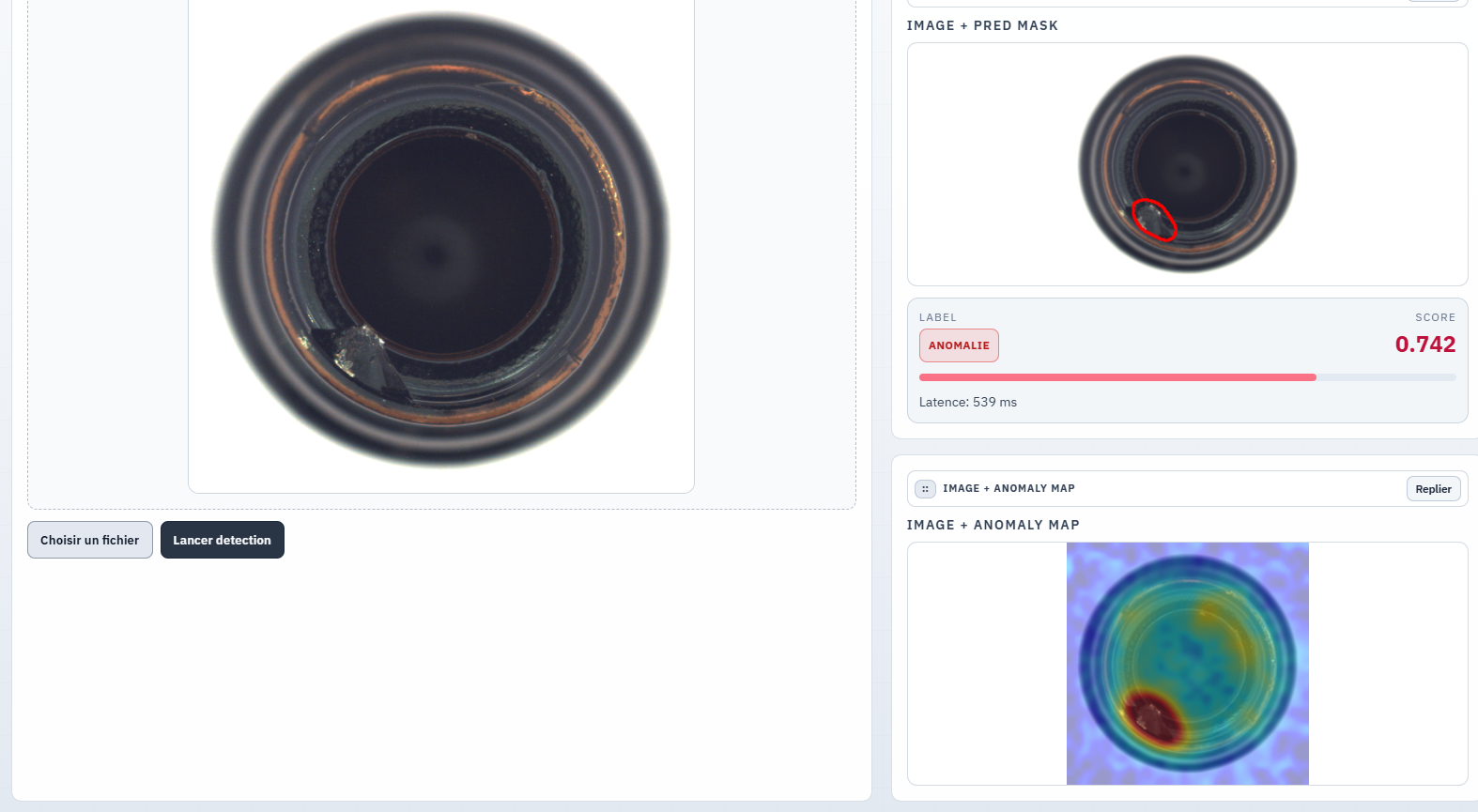
La robustesse d'un modèle dépend fortement de la stabilité optique : caméra, focale, éclairage, position pièce. Un poste bien maîtrisé réduit les faux positifs et améliore la fiabilité des décisions OK/NOK.
3. Relier détection, classification et pilotage
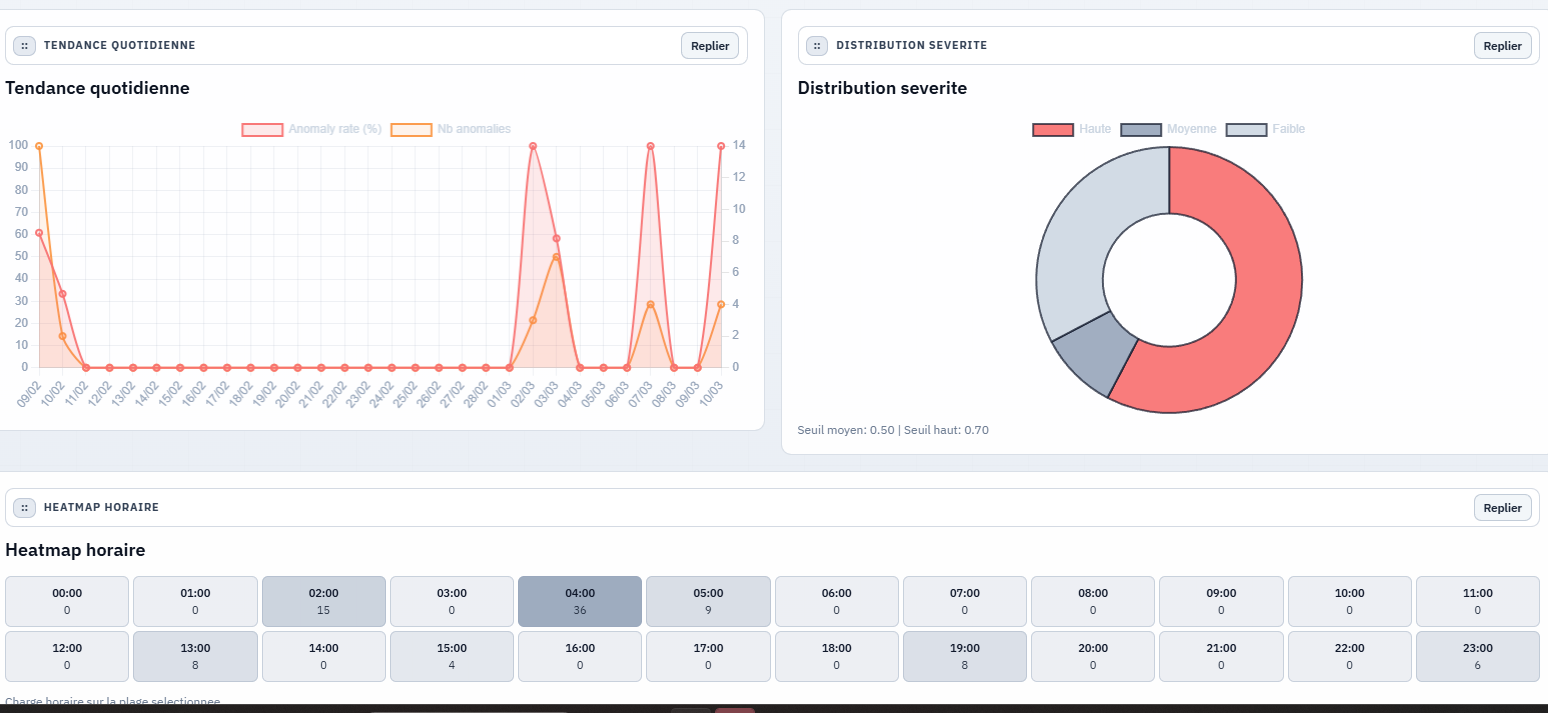
Une bonne détection n'est utile que si elle alimente un suivi exploitable. L'historisation et la classification des anomalies permettent d'identifier les dérives dominantes, d'arbitrer les priorités et de mesurer les gains qualité dans le temps.
4. Passer en amélioration continue
Une fois le poste stabilisé, le pilotage qualité devient plus réactif : baisse des retours, meilleure anticipation des dérives et communication plus claire entre production, qualité et maintenance.
En résumé : la valeur ne vient pas uniquement du modèle IA, mais de l'ensemble capteur + décision + traçabilité + action corrective.